
 Sommaren syns långt bort i horisonten då är det dags att sätta fart om man har tänkt sig att bygga något lämpligt flytetyg. Vi har tänkt bygga en kajak med epoxi och ett lätt distansmaterial typ divinycell. Vi kallar den för diven fortsättningsvis. Diven skall inte limmas i tunna remsor utan vi har tänkt forma hela skivor, detta för att minska lim/spackelåtgången och på så vis göra en lätt konstruktion.
Sommaren syns långt bort i horisonten då är det dags att sätta fart om man har tänkt sig att bygga något lämpligt flytetyg. Vi har tänkt bygga en kajak med epoxi och ett lätt distansmaterial typ divinycell. Vi kallar den för diven fortsättningsvis. Diven skall inte limmas i tunna remsor utan vi har tänkt forma hela skivor, detta för att minska lim/spackelåtgången och på så vis göra en lätt konstruktion.
Januari 2013, nu skall teorier bli verklighet och projektet börjar. Vi kommer att bygga en kajak under våren. Följ arbetet som växer fram på denna sida.  Först skaffades material för ”bädden ” där alla spantmallarna skulle placeras, den byggdes av plywoodremsor som limmades (epoxi+filler51) och skruvades ihop (där uttrycket epoxi förekommer innebär det en blandning av bas och härdare). Rännan blev 90mm bred och för att fästa mallarna sågades bitar av 45*95 mm reglar 90mm breda för att passa i rännan.
Först skaffades material för ”bädden ” där alla spantmallarna skulle placeras, den byggdes av plywoodremsor som limmades (epoxi+filler51) och skruvades ihop (där uttrycket epoxi förekommer innebär det en blandning av bas och härdare). Rännan blev 90mm bred och för att fästa mallarna sågades bitar av 45*95 mm reglar 90mm breda för att passa i rännan.
Spantmallarna sågades ut, det är viktigt att det finns centrummarkering på spantmallarna så att dom hamnar på samma nivå vid monteringen
det är viktigt att det finns centrummarkering på spantmallarna så att dom hamnar på samma nivå vid monteringen
(annars blir det ett lochness odjur).

När alla spantmallarna förutom för och akterstäv var tillverkade i plywood monterades dessa i rännan och justerades med laser. För och akterstäv tillverkades av diven som även fick laminat av epoxi/väv på bägge sidor för att bli formstyva, dessa kommer att ingå i själva bygget.
För och akterstäv tillverkades av diven som även fick laminat av epoxi/väv på bägge sidor för att bli formstyva, dessa kommer att ingå i själva bygget.
Eftersom skarvarna behöver få lite stadga när diven senare skall skarvas så tillverkades ett laminat (skarvlaminat) av 160gr väv och epoxi.  För att få ett tunt slätt laminat tillverkades laminatet på en vaxad glasskiva. Åtgången beräknades till fyra skarvar på ca 80 cm och ca 8 cm breda.
För att få ett tunt slätt laminat tillverkades laminatet på en vaxad glasskiva. Åtgången beräknades till fyra skarvar på ca 80 cm och ca 8 cm breda. 
En remsa av diven skars ut för att tillverka kölen som även skall fungera som riktlinje för kommande arbete. Kölremsan försågs även med ett spår som senare vid montering skall
Kölremsan försågs även med ett spår som senare vid montering skall  fyllas med en spackelmassa som ger kölen en ökad styvhet.
fyllas med en spackelmassa som ger kölen en ökad styvhet.
Kölremsan fästes med huvudlösa spik i centrum på spantmallarna (spiken skall inte gå in så långt att de kan bli fastlimmade), därefter trycktes kölremsan fast,

Fören
limmades ihop och spåret fylldes med spackelmassa(epoxi +filler51+microballonger).
Även för- och akterstäv mättes in och limmades fast.

Aktern
För säkerhetsskull kontrollerades kölen med laser.

Laser
koll
Det visade att förstärkningen av kölremsan med epoxispacklet som var vitt gav en bra kontrast för den röda lasern, så det framgick tydligt att kölen var rak (ibland gör man bra saker utan att man vet om det).
Nu var det dags att kröka diven, vi var lite fundersamma på om det  skulle fungera och hur vi skulle göra, efter lite tester kom vi fram till att krökning efter uppvärmning var möjlig men för att det skulle bli jämt måste diven valsas på
skulle fungera och hur vi skulle göra, efter lite tester kom vi fram till att krökning efter uppvärmning var möjlig men för att det skulle bli jämt måste diven valsas på något sätt. Det var bara att leta efter något runt och resultatet blev en tomrulle som vi fäste en gummiduk på. Metoden som vi kom
något sätt. Det var bara att leta efter något runt och resultatet blev en tomrulle som vi fäste en gummiduk på. Metoden som vi kom  på var att värma upp diven till minst 90°C och därefter rulla in lämplig del som fick svalna inne i gummiduken. Diven överkröktes för det var lätt att forma/räta ut den med tryck och värme, vi använde en kupéfläkt för formning. Uppvärmningen gjordes i en stor ugn, vi skall fundera lite på om det finns någon enkel metod att värma om det inte finns en stor ugn(ugnen i köket kanske inte är så populärt att använda).
på var att värma upp diven till minst 90°C och därefter rulla in lämplig del som fick svalna inne i gummiduken. Diven överkröktes för det var lätt att forma/räta ut den med tryck och värme, vi använde en kupéfläkt för formning. Uppvärmningen gjordes i en stor ugn, vi skall fundera lite på om det finns någon enkel metod att värma om det inte finns en stor ugn(ugnen i köket kanske inte är så populärt att använda).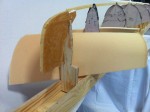
Vi började med för- och akterdelarna som mättes och skars ut, dessa delar är lite böjda (rundningen följde kölen som går upp i för och akter) så det fick bli en sned valsning. Valsningen blev inte bra i första försöket men då var det bara att lägga in den i värmen, vänta och göra om. Bitarna skars runda för att följa för och akter samt fasades av för att minska slip- och spackelarbete. Det blir ändå lite spackling eftersom diven inte går hela vägen ut mot stävarna för att de skall bli så smala som möjligt.
lägga in den i värmen, vänta och göra om. Bitarna skars runda för att följa för och akter samt fasades av för att minska slip- och spackelarbete. Det blir ändå lite spackling eftersom diven inte går hela vägen ut mot stävarna för att de skall bli så smala som möjligt.
 En limblandning (av epoxi +filler51+microballonger) tillverkades för att limma fast diven mot kölremsan och stävarna. När limmet var på plats fixerades diven med tejp och spännband kompletterade med distanser som tryckte den mot spantmallarna.
En limblandning (av epoxi +filler51+microballonger) tillverkades för att limma fast diven mot kölremsan och stävarna. När limmet var på plats fixerades diven med tejp och spännband kompletterade med distanser som tryckte den mot spantmallarna.  Diven var avpassad så att kommande skarvning blir på en spantmall.
Diven var avpassad så att kommande skarvning blir på en spantmall.
Bygget fortsatte sedan med konstruktion av nästkommande bitar som skulle ansluta mot för- och akterpanelerna. Även dessa bitar värmdes upp och valsades. Därefter spändes de fast med långa ribbor och spännband, sedan var det bara att värma med kupéfläkten så att diven fick bra passform mot spantmallarna. För att skarven skulle få stöd av en spantmall justerades diven med kniv.Bitar av skarvlaminatet skars till bredd ca 8 cm och längd kölremsa till kant + några cm. När diven svalnat var det dags för en ny sats limblandning (av epoxi +filler51+microballonger)som först ströks på skarvlaminatet
passform mot spantmallarna. För att skarven skulle få stöd av en spantmall justerades diven med kniv.Bitar av skarvlaminatet skars till bredd ca 8 cm och längd kölremsa till kant + några cm. När diven svalnat var det dags för en ny sats limblandning (av epoxi +filler51+microballonger)som först ströks på skarvlaminatet och därefter sköts in under den redan tillverkade kajakdelen.
och därefter sköts in under den redan tillverkade kajakdelen. Kölkant och kant som anslöt mot förpanelen ströks med lim och passades in.
Kölkant och kant som anslöt mot förpanelen ströks med lim och passades in. När båda sidor var på plats tejpades skarven samt köllimningen dels för att hålla ihop bygget
När båda sidor var på plats tejpades skarven samt köllimningen dels för att hålla ihop bygget men även så att inte lister och spännband skulle fastna.
men även så att inte lister och spännband skulle fastna. Samma procedur upprepades därefter i aktern, nu återstår det endast en sektion i mitten men vi får vänta med denna tills vårt epoxiarbete har härdat.
Samma procedur upprepades därefter i aktern, nu återstår det endast en sektion i mitten men vi får vänta med denna tills vårt epoxiarbete har härdat.
Mittensektionen kröktes och skars till så att det blev bra passning till omgivande detaljer, vi justerade en sida och den andra sidan skar vi rätt igenom diven mot en spantmall. Mittsektionen spändes fast och med kupéfläkten formades (finjusterades) den till önskad form.
Nya bitar av skarvlaminatet skars till (bredd ca 8 cm och längd kölremsa till kant + några cm) och det var dags för en limblandning (av epoxi +filler51+microballonger)som ströks på skarvlaminatet och sköts in under de redan tillverkade kajakdelarna för- och akterut. Kölkant och kant som anslöt mot panelerna stöks med lim och passades in.
Kölkant och kant som anslöt mot panelerna stöks med lim och passades in.  Skarvar tejpades och sen spändes panelerna på plats med träribbor spännband kompletterade med distansbitar på lämpliga ställen.
Skarvar tejpades och sen spändes panelerna på plats med träribbor spännband kompletterade med distansbitar på lämpliga ställen.
Nu är distansmaterialet för skrovet färdigt och arbetet med att finjustera ytan innan laminering börjar. Vi
finjustera ytan innan laminering börjar. Vi  bestämde oss för att kölen var onödig så den slipades bort (förutom en bit i
bestämde oss för att kölen var onödig så den slipades bort (förutom en bit i aktern). Utefter kölen, för och akter behövdes det lite spackelarbete som spackelmassa användes
aktern). Utefter kölen, för och akter behövdes det lite spackelarbete som spackelmassa användes  limblandningen. När spacklet härdat
limblandningen. När spacklet härdat  slipades ytorna och justerades med (för omväxling) grått spackel ( ett nytt snabbhärdande spackel NM Spackel 210). Hela utsidan blev nu ”lackad” med epoxi för att förbereda kommande laminering. Det åtgår en del epoxi för att
slipades ytorna och justerades med (för omväxling) grått spackel ( ett nytt snabbhärdande spackel NM Spackel 210). Hela utsidan blev nu ”lackad” med epoxi för att förbereda kommande laminering. Det åtgår en del epoxi för att  mätta distansmaterialet, därför är det enklare att göra detta innan lamineringen.
mätta distansmaterialet, därför är det enklare att göra detta innan lamineringen. 
Då var det dags att laminera. Först slipades hela skrovet.  En 160 gr glasväv klipptes
En 160 gr glasväv klipptes ![]() till som vi la över skrovet för att mättas med epoxi. (Om man vill minimera luftblåsor i laminatet så är det att rekommendera att epoxi stryks på först och väven därefter läggs på plats.)
till som vi la över skrovet för att mättas med epoxi. (Om man vill minimera luftblåsor i laminatet så är det att rekommendera att epoxi stryks på först och väven därefter läggs på plats.)  Väven mättades med epoxi .
Väven mättades med epoxi .  I för och akter klipptes väven upp så att den formades sig efter diven.
I för och akter klipptes väven upp så att den formades sig efter diven.
När det var dags att ta loss kajaken från spantmallen så trodde  vi att
vi att  det var nödvändigt med ett par limmade spant för att behålla formen, men tack vare skarvlaminatens funktion som
det var nödvändigt med ett par limmade spant för att behålla formen, men tack vare skarvlaminatens funktion som  revben var
revben var  konstruktionen tillräkligt styv som den var. Insidan var nu på tur, skarvlaminaten spacklades och hela ytan ströks med epoxi. Efter härdning slipades ytan sen rollades insidan
konstruktionen tillräkligt styv som den var. Insidan var nu på tur, skarvlaminaten spacklades och hela ytan ströks med epoxi. Efter härdning slipades ytan sen rollades insidan  med epoxi och väven lades ut på epoxiskiktet (väven hänger kvar när den fastnar i epoxi). Väven klipptes upp och skarvades för att få väv ända ut till för och akter. Eftersom det inte var några spant så var det enkelt att laminera inuti skrovet.
med epoxi och väven lades ut på epoxiskiktet (väven hänger kvar när den fastnar i epoxi). Väven klipptes upp och skarvades för att få väv ända ut till för och akter. Eftersom det inte var några spant så var det enkelt att laminera inuti skrovet.
Skrovet var färdigt, nu var det bara att vrida spantmallarna så att däcket kom upp och justera in det med laser. För och akter fick kompletteras med en stödbit eftersom dessa mallar redan var på plats i skrovet. Däcksbitarna gjordes
nu var det bara att vrida spantmallarna så att däcket kom upp och justera in det med laser. För och akter fick kompletteras med en stödbit eftersom dessa mallar redan var på plats i skrovet. Däcksbitarna gjordes  i ett stycke och behövde värmevalsas i mitten, vi fick därför hitta på en ny valsmetod. Efter uppvärmning placerades diven mellan två reglar och blev valsad i mitten. Reglarna
i ett stycke och behövde värmevalsas i mitten, vi fick därför hitta på en ny valsmetod. Efter uppvärmning placerades diven mellan två reglar och blev valsad i mitten. Reglarna justerades både i höjd och sidled för att rätt
justerades både i höjd och sidled för att rätt  krökning skulle uppnås. Den första delen på däcket blev aktern (den verkade lättast) som krökte spände fast med ribbor och
krökning skulle uppnås. Den första delen på däcket blev aktern (den verkade lättast) som krökte spände fast med ribbor och därefter justerade med en värmepistol. Det är ganska lätt att forma diven om man värmer upp den på båda sidor med t.ex. en värmepistol men valsningen ger ett jämnare resultat.
därefter justerade med en värmepistol. Det är ganska lätt att forma diven om man värmer upp den på båda sidor med t.ex. en värmepistol men valsningen ger ett jämnare resultat.
Fören stod nu på tur, den delen var lite svårare än aktern
svårare än aktern men efter grovkrökning med
men efter grovkrökning med  värmevalsning så värmde vi diven på plats med kupévärmare och värmepistol.
värmevalsning så värmde vi diven på plats med kupévärmare och värmepistol.
När bitarna i för och akter var klara  (endast mittbiten återstod) var det dags att limma ihop bitarna. Limningen av diven gjordes på samma sätt som skrovet,
(endast mittbiten återstod) var det dags att limma ihop bitarna. Limningen av diven gjordes på samma sätt som skrovet,  vi använde oss av skarvlaminat med limmassa. På ett ställe behövde vi hålla nere diven mot
vi använde oss av skarvlaminat med limmassa. På ett ställe behövde vi hålla nere diven mot  spantmallen, det löste vi med ett skarvlaminat som limmades på undersidan. Skarvarna försköts så att det blev en mindre bit i mitten eftersom det skulle bli krökning åt många håll vid sittbrunnen.
spantmallen, det löste vi med ett skarvlaminat som limmades på undersidan. Skarvarna försköts så att det blev en mindre bit i mitten eftersom det skulle bli krökning åt många håll vid sittbrunnen.

Mittensektionen som även var huvuddelen av sittbrunnen behövde krökning åt många håll men med hjälp av värmepistol och envishet så blev även denna del skapad. Mittsektionen var avsiktligt något för stor eftersom vi skulle skära ihop delarna mot en spantmall för att passformen skulle bli bra. Precis som tidigare limmade vi ihop mittsektionen med skarvlaminat och
Mittsektionen var avsiktligt något för stor eftersom vi skulle skära ihop delarna mot en spantmall för att passformen skulle bli bra. Precis som tidigare limmade vi ihop mittsektionen med skarvlaminat och  limmassa.
limmassa.

Nu var hela överdelen/däcket färdigt och det var dags att laminera. Innan vi laminerade så skars sittbrunnen ut,
och det var dags att laminera. Innan vi laminerade så skars sittbrunnen ut,  dels för att spara plast och för att det är lättare att skära i diven utan laminat.
dels för att spara plast och för att det är lättare att skära i diven utan laminat.


När Laminatskiktet härdat så skars väven bort ur sittbrunnen och remsor av  diven värmekröktes och limmades i fram och akterkant av sittbrunnen fast med limmassa.
diven värmekröktes och limmades i fram och akterkant av sittbrunnen fast med limmassa. Resten av sittbrunnssargen limmades när för- och akterbitar
Resten av sittbrunnssargen limmades när för- och akterbitar  hade härdat.
hade härdat.

För att öka stabiliteten på däcket eftersom vi skurit bort en stor bit så limmades laminatremsor under däcket,  dessa limmades vid sidan av sittbrunnen och ca 0,5 m akterut. Kanten på sittbrunnen tillverkades av utskurna bitar, dessa fixerades med instuckna spikar som drogs ut efter härdning.
dessa limmades vid sidan av sittbrunnen och ca 0,5 m akterut. Kanten på sittbrunnen tillverkades av utskurna bitar, dessa fixerades med instuckna spikar som drogs ut efter härdning.
Sargen slipades jämn och laminerades.
![]()
Nu var det dags att slipa och laminera undersidan av däcket.
Inredning var nästa steg. Utrustningen för pedalstyrning mättes in och konsoller limmades.
Utrustningen för pedalstyrning mättes in och konsoller limmades.
 Sitsen mättes in och bitar av diven limmades som distanser samtidigt som rör för roder upp/ner placerades .
Sitsen mättes in och bitar av diven limmades som distanser samtidigt som rör för roder upp/ner placerades .
Nu gjorde vi en avgjutning av stolen  genom att lägga ut en limmassa och täcka över den med plastfolie, sen placerades sitsen i rätt läge och belastades med tyngder.
genom att lägga ut en limmassa och täcka över den med plastfolie, sen placerades sitsen i rätt läge och belastades med tyngder.

Avgjutningen av sitsen.
Här ses även rören till roderregleringen.
För att rören till roderstyrning samt upp/ned skulle komma upp ovanför 
 däcket så limmades en figurskuren bit av diven på akterdäcket.
däcket så limmades en figurskuren bit av diven på akterdäcket.
Pedalstyrningen hölls på plats med presstryck för att få en perfekt avgjutning.
hölls på plats med presstryck för att få en perfekt avgjutning.
Resultatet efter lite sliparbete och rören för roderkontroll på plats.
för roderkontroll på plats.
Vy inuti innan locket läggs på. Här ser man alla genomföringarna för roderkontroll, dessa rör är ett nummer större än rören för roderkontroll (så att rören kan skjutas in i dessa vid hopmontering av däck)
dessa rör är ett nummer större än rören för roderkontroll (så att rören kan skjutas in i dessa vid hopmontering av däck)


Nu görs en grovkontroll av passformen mellan skrov och däck och det passade ganska bra.
![]() Däck och skrov är nu hoplimmat, efter
Däck och skrov är nu hoplimmat, efter härdning så väntar ”lite” slip och spackelarbete.
härdning så väntar ”lite” slip och spackelarbete.
 Kajaken är målad och här monteras roderspaken för upp och ner reglering.
Kajaken är målad och här monteras roderspaken för upp och ner reglering.

Detta blev slutresultatet, kajaken sjösattes strax efter midsommar 2013.



